語系
繁體中文
English
詢價車 (
)
詢價車
關於我們
最新消息
重要訊息
參展訊息
媒體/出版
設備耗材
E-FORCE 品牌特色
E-FORCE 品牌特色
電動工具 一體型套裝
電動工具 轉接頭套裝
IF-WS₂ 奈米鎢潤滑
IF-WS₂潤滑添加劑特點
工業產品型錄
車用產品型錄
UNION TOOL 超硬合金刀具
高鹼性電解水 PH13.2
高鹼性電解離子水特點
高鹼性電解離子水生成設備
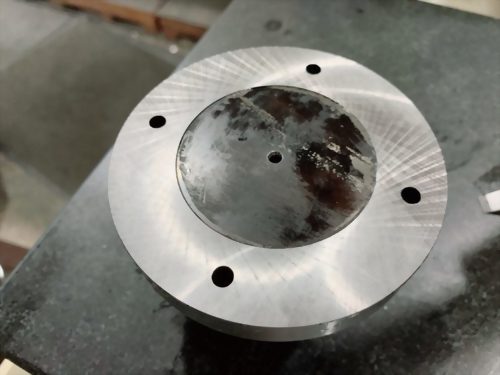
鏡面噴射拋光機
生產加工業務
噴射磨料鏡面拋光業務
SWISS-PVD 鍍膜加工
微粒子表面強化改質
SP3 鑽石鍍膜
抗沾黏 / 超潤滑處理
應用案例
晶片封裝熱壓頭(Bonding Head Tool)抗沾黏鑽石鍍膜技術
利用微粒子抗沾黏製程改善壓鑄模(Die Casting)的燒付(Soldering)與沖蝕(Erosion)缺陷
醫療零件生產用射出模具,透過微粒子抗沾黏鍍膜製程,改善無離型劑模具表面沾黏問題
SP³ 鑽石鍍膜 × IF-WS₂ 富勒烯超潤滑處理:降低鋰電池極片裁切與捲芯摩擦,解決量產瓶頸
高鹼性電解離子水在製造場域的實戰:半導體零件清洗、CNC 抑菌與除臭
高鹼性電解水 — 安全、環保且高效的工業/食品/設施清潔解決方案
日本電解水化妝水案例 — 化妝水 × 強鹼性電解水的創新應用
常見問題
專業知識
NanoLub® 產品
電子型錄
聯絡我們
繁體中文
English
最新消息
力精微國際發佈醫療LSR 模具無離型劑抗沾黏表面處理技術
LSR 液態矽膠因其優異特性,在醫療領域有廣泛應用,如各類引流管、呼吸管和面罩,以及長期植入物。此外,它也可用於製造手術器械的密封件、藥物輸送系統、診斷工具以及人體護理產品。但目前LSR 醫療零件射出成型不能使用離型劑,因殘留物會影響生物相容性,增加醫療風險。目前多透過模具設計與控制製程參數,來改善離型效果,但生產不良率偏高且效率差。 力精微國際與醫療產品及模具業者合作,利用「微粒子表面改質」與「奈米富勒烯鍍膜」,在模具表面產生奈米微結構的抗沾黏塗層,具有降低摩擦係數、降低高分子材料與金屬間親和性,使模具不易沾黏 LSR 材料,從而實現無離型劑的生產。目前也應用在橡膠模、碳纖維熱壓模、壓鑄模,光學刀模等需要改善離型潤滑的製程。 力精微公司於創立初期 引進日本微粒子製程及以色列富勒烯(IF-WS2)材料,2024年與日本酷科技株式会社合作pH13.2離子水,2025年成功開發富勒烯抗沾黏鍍膜,並與金屬工業研究中心合作深化應用製程技術。深耕高端製程表面處理需求,符合產業對品質與 ESG 的雙重需求。 力精微國際網址 https://www.power-micro.com.tw/ 轉載來源: 力精微國際 推廣醫療模具抗沾黏技術 | 日報 | 工商時報 轉載來源: 力精微國際 推廣醫療模具抗沾黏技術 | 中時新聞網 | 工商時報
力精微國際 推醫療模具抗沾黏技術
✦ 參展花絮動態(二)— AI 機器人 × 二硫化鎢潤滑 AI 機器人時代來臨,齒輪潤滑解決方案受矚目!
展會上另一個熱門討論話題,是 AI 機器人與自動化設備。隨著機械手臂、協作機器人大量進入產線,齒輪與傳動零件的壽命、效率與潤滑方式成為關鍵。 力精微帶來的 二硫化鎢富勒烯 (IF-WS₂) 固體潤滑技術,正好解決這樣的痛點。它能在金屬齒輪表面形成低摩擦保護層,大幅減少磨耗與能耗。許多客戶在展位上表示,這項技術應用在自動化齒輪箱與高精密傳動模組上,能有效延長設備壽命並降低維護成本。 我們很高興看到,不論是半導體、AI 機器人或精密模具產業,大家對「永續 + 高效」的解決方案都展現出高度共鳴。這也是力精微持續投入研發的初衷。 經濟日報報導 https://www.ctee.com.tw/news/20250822701432-431202
✦ 參展花絮動態(一)— ESG 與抗沾黏需求 綠色製造 × 抗沾黏技術,現場交流熱絡!
在今年的台北自動化工業大展,力精微展示了最新的「微奈米粒子改質」與「高鹼性去離子水」技術。 隨著 ESG 趨勢崛起,越來越多半導體與精密加工客戶開始關注「減碳 + 循環再生」的製程方案。 許多前來參觀的業界朋友,都特別對抗沾黏刀模與可延長壽命 3~5 倍的乾式切削刀具表示高度興趣。 這些解決方案不僅能減少耗材浪費,更能幫助工廠在降低碳排同時,維持穩定的生產品質。 ◎ 展會現場,我們也收到不少客戶詢問:「這樣的抗沾黏處理能不能用在塑膠模、矽膠模、碳纖維模?」 答案是肯定的!我們技術已成功應用在多種領域,真正做到 省耗材、省資源、省碳排。 經濟日報報導 https://www.ctee.com.tw/news/20250822701432-431202
力精微以創新微粒子改質與高鹼性去離子水技術 支持半導體綠色製造
力精微國際是一間專業研發導向公司,在精密加工與表面處理有著數十年經驗。2014年與日本不二製作所引進微粒子強化與拋光技術,2017年從以色列-魏茲曼科學院引進二硫化鎢富勒烯(IF-WS2),2024年與日本酷科技株式会社合作開發PH13.2高鹼性去離子水,2025年與日本SW化學合作開發奈米鑽石富勒烯鍍膜,並長期與金屬中心合作深化應用製程技術。 以特殊專利表面處理技術,已陸續克服半導體製程中鋁合金/不鏽鋼標籤沾黏問題,達重複多次使用.並且模具無需離性劑可射出生產,刀具乾式切削增加3-5倍生產壽命。並透過觸媒電解高鹼性去離子水應用在清洗半導體零組件,減少20~30%去離子水的使用量。 台灣作為全球半導體重要製造基地,耗材循環再生打造綠色責任供應鏈是台積電公司深化ESG重要一環。力精微公司透過減少金屬零件、刀具、模具與水資源消耗,降低碳排放進而擴大永續效益,落實產業共好。 亮點日:2025年8月20日(三)至2025年8月23日(六) 台北國際自動化工業大展 (台北南港一樓四樓J1433展位) 信箱:pmicro.info@gmail.com 電話:07-353-0903 網址:power-micro.com.tw 力精微國際網址 https://www.power-micro.com.tw/ 轉載來源: 力精微以創新微粒子改質與高鹼性去離子水技術 支持半導體綠色製造 | 科技綠能 | 商情 | 工商時報
力精微 2025 台北國際自動化工業大展08/20~08/23- 南港一館1樓 J1433展位
展覽資料 ※ 日期:2025/8/20(三) - 8/23(六) ※ 時間:9:30 AM ~ 5:00 PM (最後一日參觀至4:00PM) ※ 攤位編號:南港一館1樓 J1433 展位 力精微國際公司 力精微聯絡資訊 ※ E-mail:Pmicro.info@gmail.com ※ TEL:07-353-0903、0963-683-912 ※ URL:power-micro.com.tw 展覽地點 台北南港展覽館1&2館 地址:台北市南港區經貿二路1號、2號 觀看地圖
拋光的原理是什麼?一次帶你徹底了解拋光機制
什麼是拋光?與Lapping研磨加工的區別在哪裡? 研磨的作用是粗加工,由於使用比工件較粗、較硬的磨粒,因此磨粒的機械作用是主要的。另一方面,由於拋光是精加工工藝,因此使用相對細軟的磨粒和軟質工具。也可以選擇與工件發生化學反應的磨粒和拋光液。 這是由以下兩個原因造成的,目前主流是採用化學效應的組合。 僅靠機械動作效率低下 在半導體材料的精加工中,需要完全無應變、無加工損傷的表面。 當拋光法依加工機理分類時,可分為五種類型,如表1所示。 註解: 利用化學效應的拋光方法的名稱因研究人員而異。拋光加工從機制角度分類 化學/機械拋光:利用磨粒的機械微切削作用和加工液(或大氣氣體)的化學洗脫作用的綜合作用的去除方法。 化學機械拋光:透過磨粒的微切削作用去除工件表面因大氣作用而產生的反應產物(氧化膜、水化膜等)的方法。 機械化學拋光:由於與磨粒接觸產生的機械應力,在接觸點附近誘發的反應產物附著在磨粒上並被除去的方法。 機械拋光(Mechanical Polishing:MP) 其基本原理是微細磨粒的微切削作用(主要是塑性變形)。 這會去除材料並產生鏡面效果。 此外,在金屬材料的情況下,由於摩擦熱,接觸點局部軟化,並且由於塑性流動而平滑。 例如,據說古代勾玉和金屬鏡的拋光就屬於這個範疇。 即使在今天,它仍廣泛用於精加工金屬和陶瓷等精密零件。 以下是三個具體例子: 用細氧化鋁拋光鋁盤 使用細鑽石磨粒的陶瓷和SiC GaN等單晶材料的機械拋光(MP) 在市售的SiC單晶晶片中,C面是非裝置表面,通常使用鑽石漿料和拋光布進行MP精加工。 機械化學拋光(Mechanochemical Polishing:MCP) 機械化學拋光(MCP)的基本原理是利用工件與較軟磨粒之間發生固相反應的方法。 透過刮掉磨粒與工件接觸的微觀區域中高溫高壓產生的反應物來進行拋光。 一個典型的例子是使用膠體二氧化矽對藍寶石進行最終拋光。 莫來石在二氧化矽 化學機械拋光(Chemomechanical Polishing) 化學機械拋光是利用磨粒的微切削作用,去除因加工氣氛的作用而在工件表面生成的反應產物(氧化膜、水合膜等)的方法。(*註:對於乾式,使用空氣或氧氣氣氛,對於濕式,使用水或拋光液等。) 一個典型的例子是玻璃拋光。 水作為拋光液的作用在玻璃表面形成柔軟的矽酸凝膠層。 透過磨粒的微切削作用去除軟凝膠層。 當原來的玻璃表面出現時,在水的作用下再次生成矽酸凝膠層。 這個想法是透過重複這個機制來進行拋光1) 此外,我們認為化學機械拋光可能包括氧化輔助拋光,例如碳化矽、氮化鎵和氮化矽。這些碳化物和氮化物具有很強的共價鍵,非常堅硬,耐熱,化學性質極為穩定。因此,即使浸泡在強酸、強鹼或氧化劑中,在常溫下根本不會發生反應,即使正常拋光也很難拋光。拋光這些材料的有效方法是使用含有強氧化劑(例如高錳酸鹽)的拋光漿料將表面層轉化為氧化物。此時,透過磨粒的研磨作用激發氧化反應,作為反應產物的軟質氧化物的非晶相被磨粒刮掉,因此被認為包含在化學機械拋光中。另一方面,研究人員使用氧化鉻磨粒進行了氮化矽和碳化矽的最終拋光,收集了加工過程中產生的加工產物粉末,並透過TEM、EDX和ESCA對其進行了分析。檢測到由Si和O組成的非晶相。然而,由於在該非晶相中沒有檢測到Cr,因此在此過程中不會機械去除工件。我們預測,在磨粒和工件之間的接觸點處,使用氧化鉻作為催化劑,工件的表面被氧化,並且透過摩擦去除所產生的主要由SiO 2 組成的軟非晶相,在這種情況下,它將被歸類為機械化學拋光而不是化學機械拋光。 此外,過去已經提出了幾種使用氧化鉻磨粒與氧化劑(過氧化氫和高錳酸鹽)一起對碳化矽進行最終拋光的方法。考慮到這些,化學機械和機械化學之間的界線變得模糊。然而,它們都是基於機械化學現象,因此可能沒有必要強行對它們進行分類。 化學機械拋光(Chemical-Mechanical Polishing:CMP) 第四種類型是化學機械拋光(通常縮寫為 CMP)。 此方法利用磨粒的機械微切削作用和拋光液的化學洗脫作用的綜合作用來去除材料。 換句話說,拋光液對工件具有蝕刻(溶解)作用。 如果材料是金屬,可以透過添加酸或氧化劑來加速溶解。 此時,拋光液的pH值必須保持足夠低,以防止曾經溶解的金屬離子與羥基(OH-)結合併沉澱並粘附在磨粒和拋光墊表面上,添加絡合劑是有效的。金屬離子的試劑。在矽或氧化矽膜的情況下,透過添加鹼來促進溶解。此外,顯示pH值和氧化還原電位之間關係的「氧化還原電位圖」(普貝圖)可以作為預測某種化學物質的溶解狀態的參考。典型的例子是矽片的最終拋光(一次、二次、最終拋光)。其中,作為得到平滑性和結晶性極為優異的鏡面的方法,已知有使用將二氧化矽磨粒懸浮在鹼性溶液中而成的研磨液的方法。 所用磨粒為粒徑10~80nm的膠體二氧化矽和氧化鋯,所用加工液為KOH等無機鹼及各種有機胺。為了實現高效率,不難提高加工壓力、磨料粒度和磨料顆粒濃度等機械效應,鹼濃度和pH等化學效應,或同時提高兩者。通常,在處理壓力為20~30kPa、pH為10~13、溫度為20~25℃的條件下進行處理,在這些條件下矽的處理效率約為0.1~1μm/min。 但如果機械作用太強,則存在刮傷等加工損傷的風險,而另一方面,如果化學作用太強,損傷較少,但會出現凹凸等不良影響。因此,平衡機械效應和化學效應至關重要。 以上是對裸露的矽晶圓進行的CMP,但CMP也指在矽半導體製造過程中,為了使裝置晶圓表面的凹凸和台階變得平滑、平整化(平面化)而進行的拋光。這是化學機械平面化的縮寫。透過佈線的小型化和多層佈線技術的發展,半導體裝置的性能得到了提升。然而,在此過程中,如果在佈線圖案曝光期間存在超過焦點深度的不規則性,則圖案形狀精度將會惡化。 因此,平整晶圓表面凹凸和台階的加工技術變得至關重要,CMP從20世紀90年代開始被引入。 近年來,出現了釕等多種材料,並根據每種材料使用磨粒材料和添加劑的組合。 整平去除餘量很小,最多約1μm,因此平衡磨粒的機械作用和添加劑的化學作用很重要。 另外,為了防止雜質污染和添加劑成分分解,磨料顆粒由奈米級粒徑且不含雜質的超細金屬氧化物顆粒製成。 未來為了進一步提高半導體裝置的性能,矽晶圓的CMP據說正在從奈米級控制轉向埃級控制,需要加工技術進一步進步。 其他新的技術方法 磁能輔助拋光方法 使用磁能的拋光方法大致可分為以下兩種方法。 如何利用磁力控制磁性磨粒 透過功能流體(在外部刺激下表現出特定性質和功能、且其性質和功能可在工業上應用的流體的總稱)利用磁力控制磨粒的方法。 使用磁性研磨材料的磁力拋光方法 磁刷是透過在磁場中填充粒徑約為30至40μm的磁性研磨材料而形成的。 旋轉或振動其中的工件 對工件表面進行拋光、去毛邊、邊緣精加工等。 當插入工件時,磁刷透過磁場保持在磁極之間並壓在工件表面上。 此時,當對工件施加旋轉運動和軸向運動時,磁刷和工件之間發生相對運動,從而產生拋光。 這裡,磁性磨料必須是既具有高磁化強度又具有高拋光能力的材料。 例如,使用複合磨料,例如塗覆有磨粒(例如氧化鋁)的鐵。 使用磁流體的拋光方法(MF) 磁性流體是用表面活性劑塗覆直徑為約10nm的磁鐵礦等微小磁性顆粒的表面並將其穩定地分散在水或油中而製成的功能流體。 即使施加離心力或磁場也不會發生固液分離,宏觀可視為具有磁性的均質液體。 當非磁性磨粒混合到這種磁性流體中並放置在永久磁鐵上時,磁性流體被吸引到強磁場的方向。結果,非磁性磨粒沿著磁場相對較弱的方向漂浮,形成高密度磨粒層。當工件壓在其上並旋轉時,磁懸浮力可作為加工壓力並實現拋光。這就是磁浮拋光法。 為了確保磁性流體的分散穩定性,分散顆粒的磁化強度有上限,其缺點是難以獲得較高的加工壓力。 然而,後來開發了一種利用「浮子」動力的方法,並將其應用於拋光陶瓷球。 使用磁流變液(MRF)的拋光方法 磁流變液是將粒徑均勻為數微米的球形羰基鐵粉用界面活性劑包覆並分散在有機矽液體中製成的功能流體。 它具有非常高的磁化強度,當施加磁場時,它會產生屈服應力,失去流動性,並且明顯表現得像固體。 將磨粒與其混合循環,使用裝置進行MRF磁流體拋光。 MRF被供給到施加有磁場的旋轉輪上,並且由於磁場的作用而變成固體。將工件(透鏡)壓在其上,並透過剪切力去除材料。由於MRF不斷循環,提供新的磨料切割刃,MRF刀具的形狀不會塌陷,產生極為穩定的加工性能。 此外,磨粒由流體支撐,可實現奈米級加工單元,提高形狀精度和光滑度,並去除先前加工中的損壞層。 這種拋光方法可用於拋光高精度鏡片的形狀。 電能輔助拋光方法 使用電能的拋光方法包括利用電解洗脫現象的拋光方法和利用控制置於電場中的磨料顆粒或漿料的運動的技術的拋光方法。 讓我們在這裡看看其中的兩個。 其他已知的方法包括利用電泳現象的拋光方法 電解拋光法 這種拋光方法不使用磨粒。 在氯化鈉或硝酸鈉等電解液中,在作為正極的金屬工件和負極之間施加直流電壓。 這是一種利用工件表面金屬溶出現象的拋光方法。 據說平滑機制是由於以下兩種機制。 洗脫時,表面微小凹凸的凸部會先被洗脫。 洗脫的金屬離子和電解質混合形成具有高比重、黏度和電阻的乳液,該乳液覆蓋凹槽並防止洗脫。 由於這種拋光方法是非接觸式過程,不會產生損傷層,很容易獲得乾淨、有光澤的表面,但工件表面的平整度不是很好。 電解磨料拋光法 這種拋光方法結合了電解洗脫的去除作用和磨粒的機械去除作用。 因此,設備有些複雜,使用旋轉盤形電極工具並噴射與磨粒混合的電解液。然而,它適用於在不銹鋼等工件上高效、光滑、平坦地精加工大面積區域。 對於透過電解磨粒拋光所獲得的成品表面粗糙度,電解洗脫作用和磨粒的機械作用之間的平衡很重要。對於給定的磨料粒度,存在一個最佳電流密度,可以最大限度地降低成品表面粗糙度。電流密度低於該值時,由於磨粒的刮擦,工件的活性表面很快就形成鈍化膜。由於抑制了該區域的溶出,因此可以獲得良好的表面光潔度,而在高電流密度下不會形成鈍化膜。 工件表面因磨粒刮傷而出現的活性面不斷洗脫,產生凹坑,使成品表面粗糙度惡化。 電場磨料控制拋光方法 這裡提出的「電場」磨料控制拋光方法不是「電解」。換句話說,它與電解洗脫現象無關。電解磨料控制技術是一種對加工區域施加低頻、高壓電場,並以漿料作為功能液的加工方法。然而,電解磨料控制技術需要使用絕緣油作為溶劑。 例如,當對介電常數為2.7的絕緣矽油和介電常數為5.7的鑽石磨粒混合製成的漿料施加低頻高電場時,磨粒會響應於介電常數的變化而主動移動。 人們發現,這可以抑制磨料顆粒的分散並將其吸引到拋光區域,從而實現更好的拋光。 另一方面,水基漿料如膠體二氧化矽的介電常數為80,比磨粒高一個數量級,而且還具有導電性,因此磨粒對極性的變化不做出反應。因此,開發了“電場漿料控制技術”,不是控制磨料顆粒,而是控制水本身。對於水基漿料,水的介電常數約為 80,而空氣的介電常數約為 1。由此,電場使介電常數大的水被吸向介電常數小的空氣。利用這一點,可以透過施加低頻高電場來控制水基漿料本身的運動。因此,它作為一種有效拋光各種光學和半導體材料的新方法而受到關注。
磨料在模具製造上的重要性?
在模具製造中,磨料磨俱廣泛應用於從開始到精加工的一系列工序。磨料用於使模具表面光滑,達到所需的尺寸精度和表面粗糙度。 什麼是模具? 模具是製造業中用來大量生產具有特定形狀和結構的零件和產品的工具或模具。模具主要用於金屬、塑膠、橡膠、玻璃、樹脂等材料的成型。 模具類型 根據其用途和材料的不同,模具有多種類型,但主要分為以下四種類型。 沖壓模具:透過沖壓、彎曲或擠壓金屬板來形成形狀的模具。廣泛用於汽車車身零件、家電外飾件的生產。 射出成型模具:將塑膠或其他樹脂熔化並倒入模具中,然後冷卻並硬化以形成形狀的模具。用於製造家庭用品、電子設備外殼、車輛零件等。 鑄造模具:將熔融金屬澆注到鑄型中的模具。它用於製造需要高強度的零件,例如引擎零件和金屬框架。 鍛造模具:將金屬加熱到高溫使其軟化,然後用壓力機或錘子錘打成形的模具。它用於製造需要強度和耐用性的零件,例如齒輪和軸。 模具製造及加工 製造模具需要先進的技術和精密的加工。模具通常是使用基於藍圖的高精度機器和工具製造的。加工方法包括車削、銑削、研磨和放電加工(EDM)。 模具使用範例 模具是許多製造業不可或缺的工具。以下是一些典型的使用範例。 ・汽車工業:模具用於製造汽車外板、引擎零件、內裝件等。 ・家用電器:模具用於成型電視機、冰箱和洗衣機的外部和內部零件。 ・日用品:許多一般消費品,例如塑膠容器和家具,也使用模具大量生產。 模具的重要性 模具對產品品質、精度和成本效率有重大影響。模具越精密,製造出來的產品的品質和均勻性就越高。此外,如果模具非常耐用,則可以在生產線上長期使用,從而降低成本。 模具是現代製造業不可或缺的重要技術,也是支撐產品大量生產的要素。 磨料在模具製造上的用途與作用 ・表面精加工:用於均勻處理模具表面,獲得鏡面或高精度的表面。特別是,磨料用於去除模具表面留下的微小刮痕和不平坦區域。 ・尺寸調整:使用磨料,可以對模具的尺寸進行微調,以滿足規定的精度。這是達到最終加工所需尺寸的重要步驟。 ・去毛邊:也使用磨料去除殘留在模具稜角上的毛邊(尖銳的突起)。 具體而言,如下所示,在製造現場使用研磨材料。 ・汽車零件模具製造:車身覆蓋件、引擎零件等模具中使用磨料,特別是在精度要求較高的領域。 ・電子零件模具製造:用於智慧型手機、電腦外殼等要求良好表面光潔度的模具。 所用磨料類型 氧化鋁(氧化鋁)基磨料 特點:氧化鋁是一種磨料,具有高硬度和耐用性。對鋼鐵等硬質金屬表現出優異的切削性能,可長期使用。塗附磨俱的基材通常是棉或聚酯,它們非常耐用。 用途:鋼、鐵等硬質合金模具的精加工。特別適合初始粗切削和中間精加工。 碳化矽磨料 特性:碳化矽是一種非常堅硬的磨料,甚至比氧化鋁還硬,但它很脆。因此,雖然它可以在短時間內提供鋒利的切割力,但可能不適合長期使用。使用紙或布作為基材。 應用:用於精加工有色金屬,如鋁、銅和黃銅,以及塑膠、玻璃和石材。它也用於需要非常光滑表面的最終成型過程。 氧化鋯基磨料 特性:氧化鋯是一種極其堅固的自合成磨料。這在使用過程中展現出新的鋒利邊緣,並長期保持高切割力。 應用:用於硬金屬(例如不銹鋼)和需要重磨的地方。適用於粗切削到中間精加工,適用於加工堅固的模具。 鑽石基磨料 特點:鑽石是自然界最堅硬的物質,是一種具有極高切削力的磨料。鑽石磨料價格昂貴,但它們在非常堅硬的材料和需要極其精細表面處理的工作中表現良好。 用途:用於拋光硬質合金、陶瓷、玻璃等硬質材料。也適用於鏡面加工和微小形狀的精密加工。 模具拋光中使用磨料的優點 ・手動拋光:對模具的微小部件進行精加工時,工人拿起研磨材料並仔細拋光。這種方法被用於許多模具製造場所,因為它允許均勻精加工到最小的細節。 ・機器拋光:當需要大面積或一定程度的平整度時,將拋光材質放置在拋光機中。這樣可以在均勻的壓力下進行有效的拋光。 模具拋光中使用磨料的優點 在模具製造中使用磨料有幾個重要的好處。磨料在模具精加工過程中廣泛使用,其有效性直接關係到模具性能和產品品質。 1. 可以進行高精度精加工 ・提高表面光滑度:透過使用研磨材料,可以將模具表面精加工得極為光滑。這也極大地影響了模具製成的產品的品質。例如,當需要光澤表面或高表面精度時,磨料是必不可少的。 ・提高尺寸精度:研磨材料也用於微調模具的最終尺寸。透過使用研磨材料,可以進行微米級的調整,從而創建高精度的模具。 2. 提高成本效率,減少重工:磨料的使用提高了模具的表面質量,減少了不良品的數量。這減少了產品返工和返工的需要,降低了整體製造成本。 延長模具壽命:透過使用適當的磨料對模具進行精加工,可以減少模具本身的磨損,延長其壽命。這減少了模具更換的頻率,有助於長期節省成本。 3. 靈活性和適應性,相容於多種材料:可根據模具的材料和形狀選擇合適的磨料,可與多種材料配合使用。它可用於精加工金屬、塑膠和橡膠等多種材料,使其在製造現場具有高度的通用性。 ・能夠精加工困難形狀:由於磨料具有柔韌性,可手工拋光,因此適合精加工複雜形狀和小型零件。使用研磨材料,即使是難以用機器精加工的區域也可以均勻地精加工。 4. 提高品質並確保一致性/實現穩定的品質:透過使用磨料,可以確保模具表面品質的一致性。這使我們能夠最大限度地減少產品變化並保持高生產率。 ・提高成品的美觀:透過使用高品質磨料,可以賦予模具表面光澤,製造出具有優異外觀美觀性的產品。這增加了我們產品的附加價值並增強了我們的競爭力。 5. 提高工作效率,加快工作速度:由於研磨材料易於使用,因此可以快速完成模具精加工工作。特別是局部修正和精加工可以在短時間內完成,提高了生產線的效率。 ・拋光操作的可控性:手動使用研磨材料可以微調,並允許操作員直接控制光潔度。這使我們能夠靈活應對每種產品的不同要求。 這些優點使磨料成為模具製造中必不可少的工具。需要適當的磨料選擇和使用,以提高產品品質、降低成本、提高工作效率。
銑削和拋光之間的表面狀況(表面粗糙度)差異
銑削和拋光之間的表面狀況(表面粗糙度)差異 什麼是銑床加工? 銑削是金屬加工中非常常見的製程。 銑床加工大致可分為面銑和平銑兩種。無論如何,銑刀將工件固定在卡盤中並對材料進行切削。為此,這種加工方法需要能夠用卡盤固定材料。 磁力吸盤的前提是能夠用磁力固定材料(非磁性材料或很小的物品無法加工),而普通的吸盤也是前提是有一定的厚度,這樣才能夾持和固定。工件越大,卡盤也越大,因此大型銑削需要更多的初始資金投入。此外,近年來,使用CNC工具機自動化和省力化已變得普遍。 銑削類型 ◆ 前銑 面銑使用面銑刀來切削大面積。這在金屬加工中創建形狀時最常見。面銑會留下明顯的磨痕,這些磨痕也具有金屬加工產品的感覺。 ◆ 平銑 說到銑削,最常見的類型是面銑,所以你可能不熟悉它,但還有一種叫做平銑。使用水平銑床時,旋轉軸垂直於面銑削的加工表面,但平行於平面銑削的表面。與面銑相比,雖然加工速度優異,但由於表面不可避免地會變得粗糙,因此用於粗加工。 ◆ 立銑刀加工 它與面銑刀幾乎相同,但使用稱為立銑刀的刀具。由於加工面積小,加工需要時間。 什麼是拋光? 拋光工藝有多種形式,從手動工具到專用拋光設備。使用手動工具,只需幾萬日元的投資就可以進行多種加工,而且工件的尺寸、形狀和性能幾乎可以通用。然而,它們不適合形狀加工,對於手動工具,形狀控制取決於操作者的技能。即使使用專用的拋光裝置,仍然不適合形狀加工,一般有用於表面加工和改善表面狀況。 拋光工藝類型 ◆ 砂光機拋光 雙動打磨機很常見。一般來說,拋光是透過將砂紙或帶有魔鬼氈的砂膜貼在砂光機上(沙子,而不是雷霆)來完成的。 市面上常見三種:雙動打磨機、單動打磨機和隨機打磨機。 雙動打磨機根據內建軌道鑽石的不同而有所不同。較大的軌道可改善拋光性能,而較小的軌道可改善表面狀況。這是因為,即使在相同的轉速下,當軌道較大時,操作距離(振幅)也會增加。 ◆ 砂帶拋光 砂帶拋光依砂帶尺寸一般分為三種:寬砂帶、窄砂帶、小砂帶。 寬砂帶一般用於大面積的平面拋光。窄帶有許多不同類型,根據基材的柔韌性,有些類型適用於其他類型。對於一般鋼材的重磨,採用堅固的X重量基材,而對於輕金屬和小物體,一般採用柔性的J重量基材。特別是,帶式拋光在拋光製程中具有最高的拋光性能(=加工效率)。 ◆ 平面磨床加工/雙頭磨床加工 平面磨床使用圓輥進行拋光。例如,有將砂布排列成翼狀並用金屬配件固定而成的百葉輪(本公司的NP輪),以及將模壓不織布製成的不織布輪(NL等)。 由於材料是透過旋轉卷狀產品來切割的,因此其過程與上面提到的平面銑削類似。然而,使用平面銑刀時,銑刀更像是剛體,因此適合粗加工,而這些磨料產品都是柔性的,因此與平面銑刀相比,它們更適合預精加工等工作刀具。 ◆ 盤式磨床加工 盤磨機使用的研磨材料一般是金屬刷、研磨盤、鑽石刀具(雖然它們是用來磨削的…)等。它是手持工具中研磨力最強的,並且轉速高,因此安全性至關重要。 關於表面參數 ▽的數字表示表面粗糙度。由於可以直觀地理解,因此通常仍將其用作圖表。另外,由於一目了然,所以如果表面狀態不需要非常精確,則特別容易理解。它是根據1952年的JIS標準制定的。 Ra(算術平均粗糙度) 是假設表面上的所有凹凸不平均為凸面的簡單平均值。這是目前最常用的參數。在我看來,與PCB相關的事情如下表所示。 Rz(原Ry) 目前使用最多的是Ra,但我記得在2002年JIS修訂之前,很多客戶都把Rz(Ry)當作最重要的。此含量稱為最大高度粗糙度,是評估單元內最高點和最低點總和的平均值。 具體來說,它仍然是一個重要的參數,因為深紋路(刮痕)會導致產品缺陷,並且在後處理中難以拋光和去除刮痕。 Rpk/Rvk 這是一個我覺得特別有趣的參數。 Rpk是凸峰的高度,Rvk是凸谷的深度。對於引擎汽缸等滑動材料,聽說Rpk對於初期磨損(換句話說,是否快速磨合)有效,Rvk對於耐漏油性有效。 Rvk 也會影響上述的刮痕總量,因此它是一個應根據應用仔細監控的參數。 RSm 拋光後,總是會出現一組波峰和波谷。這組峰和谷的平均長度為RSm。顆粒越細,看起來拋光得越精細。
市面上已推出可自動完成平面最終拋光的平面拋光裝置
隨著高科技產業的產品變得越來越複雜,需要更精確的拋光方法。 Mipox經營的拋光設備陣容之一的「平面拋光設備」使用在聚酯薄膜上塗有磨粒的拋光膜,可以高精度地拋光各種工件的平面部分。 在使用砂帶、拋光輪、磨石等拋光方法難以加工的工件的最終精加工過程中,可以輕鬆提高粗糙度和平整度。 手工拋光需要熟練的技術,但透過引進拋光設備,可以解決勞動力短缺和技術傳承等問題。 使用拋光膜的拋光具有介於CMP(化學機械拋光)和研磨等自由磨粒拋光與磨石拋光等物理拋光之間的性能和精確度。 表面拋光設備在基板、電子、汽車產業的使用目的 去除表面形成的微小毛邊和突起 透過提高粗糙度來降低摩擦阻力 提高品質穩定性(製程能力值的穩定性) 精細調整(以μm為單位加工) 提高平面度/平面精度 許多最終用戶的目標是提高粗糙度作為最終精加工工藝,我們主要在電路板、電子和汽車行業擁有良好的業績記錄。 例如,在汽車製造業中,可以透過提高疲勞強度、耐磨性、耐熱性等機械強度來達到提高燃油效率、減少CO2排放、審查環保加工流程、提高加工效率等目的。 此外,在電路板和電子產品等高科技產業中,隨著設備變得更小、更薄、更強大,每層的厚度也變得更薄。現有的方法(拋光、環帶、磨石拋光),拋光時產生的熱量會造成損傷,造成翹曲、伸長等現象,造成不對中。因此,作為替代方法,薄膜拋光方法越來越多地被採用,因為它們提供了清潔的工作環境而不造成損壞。 近年來,包括汽車電子產業在內的各產業產品技術水準大幅提升。拋光作為決定最新高科技產品各零件精度的最終精加工工藝,變得越來越重要。 表面拋光設備的特點 表面拋光設備的基本類型是設置一卷拋光膜,並在反覆移動工件的同時施加恆定壓力進行拋光。 此時,一邊以一定的任意速度捲繞薄膜一邊進行拋光處理,當一卷用完時,更換新的拋光薄膜。 使用拋光膜的平面拋光設備具有以下特性。 可以均勻地拋光表面 無需注意控制加工性能 能隨時保持環境清潔 拋光產生的熱量較少 能夠搬運各種工件 1. 表面拋光均勻 透過以所需的速度順序送出拋光膜,您始終可以拋光新的表面。因此,不會發生因切屑堵塞而引起的粗糙度變化,因此可以始終在恆定的加工條件下進行拋光。結果,表面粗糙度沒有變化,並且在不犧牲精度的情況下實現拋光,從而提高品質。 2. 無需注意控制加工性能 與其他耗材不同,在使用過程中無需因堵塞而引起拋光力的變化而關注加工性能控制。當您使用完一卷拋光膜後,只需更換一卷新的拋光膜即可始終獲得相同的拋光效果,而無需擔心其他任何事情,使品質控制變得非常容易。 3.時時保持環境清潔。 灰塵附著在拋光膜上並被捲起,創造一個乾淨的環境,而不會被吹起。由於可以使用冷卻劑,因此也可以透過使用濕式拋光來抑制灰塵本身。 4. 拋光產生的熱量較少 拋光過程中產生的熱量造成的損壞較小。也可以創建使用冷卻劑的機構。 利用拋光加工設備應對勞動力短缺和技術傳承 拋光是最新高科技產品各零件的最後精加工工序,是關係到產品品質的重要工序。 透過將拋光製程轉化為設備,我們可以預期提高品質、穩定品質、提高生產效率,同時也為解決勞動力短缺和技術傳承問題做出貢獻。 如果您正在考慮引入或自動化拋光處理,請隨時與我們聯繫。
力精微 2024 台北國際塑橡膠工業展09/24~09/28 - 南港一館4樓 M0330展位
展覽資料 ※ 日期:2024/9/24(二) - 9/28(六) ※ 時間:10:00 AM ~ 6:00 PM ※ 攤位編號:南港一館1樓 M0330 展位 力精微國際公司 力精微聯絡資訊 ※ E-mail:Pmicro.info@gmail.com ※ TEL:07-353-0903、0963-683-912 ※ URL:power-micro.com.tw 展覽地點 台北南港展覽館1館 地址:台北市南港區經貿二路1號、2號 觀看地圖
力精微 2024 台北國際自動化工業大展08/21~08/24- 南港一館1樓 J1307展位
展覽資料 ※ 日期:2024/8/21(三) - 8/24(六) ※ 時間:9:30 AM ~ 5:00 PM (最後一日參觀至4:00PM) ※ 攤位編號:南港一館1樓 J1307 展位 力精微國際公司 力精微聯絡資訊 ※ E-mail:Pmicro.info@gmail.com ※ TEL:07-353-0903、0963-683-912 ※ URL:power-micro.com.tw 展覽地點 台北南港展覽館1&2館 地址:台北市南港區經貿二路1號、2號 觀看地圖
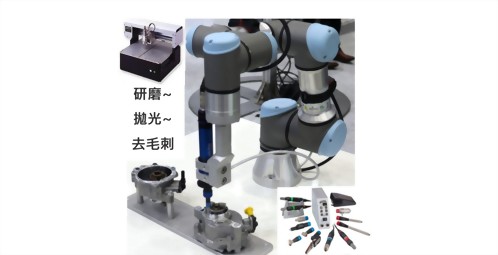
力精微國際與日本永興電機-攜手合作
力精微國際有限公司與日本永興電機攜手合作,共同推出一款創新的電動研磨拋光裝置E-Force。 該裝置搭載機械手臂,能夠使用多種不同作用工具柄,可針對金屬零件進行研磨、拋光和去毛刺等工作,減少繁瑣耗時的程序,符合現代智能化工廠的生產需求。 E-Force電動研磨工具使用陶瓷軸承、高強度減速機和無刷電機作為主軸設計,有高度防塵、使用壽命長、超低噪音和優異的震動等特性,在日本業界獲得良好的口碑。 永興電機成立於84年前,是日本三大電動研磨工具公司之一,此次與力精微合作,共同在台灣成立業務據點,提供客戶測試和維修服務,同時具有與同等級產品相比優異的性價比,歡迎有意經銷的業者合作。 轉載自經濟日報 力精微攜日本永興 推可搭載機械手臂電動研磨拋光裝置 | 自動化產業 | 商情 | 經濟日報 (udn.com)
力精微-微粒子表面抗沾黏技術 有助降低生產成本
力精微國際公司於Touch Taiwan智慧顯示展(南港展覽館1館4F /N130 )展出,該公司乾式潤滑創新應用,微粒子表面抗沾黏處理技術。 該公司表示,力精微是研發導向性質專業公司,經營團隊在金屬精密加工與表面處理有著數十年經驗,2014年與日本不二製作所引進微粒子強化改質設備,2017年開始從以色列-魏茲曼科學院引進獨特的奈米WS2材料,並長期與金屬中心合作深化基礎研發。 ▲力精微公司因應產業技術瓶頸,開發微粒子轟擊在金屬與陶瓷表面進行改質。 目前國內半導體、醫療、光學、鋰電池、碳纖維產業在生產時因為不能使用離型劑,常常遇到刀具、模具、零組件生產沾黏錫(Sn)金屬與高分子塑料問題,導致工具損耗與不良率增加。 力精微公司因應產業技術瓶頸,開發微粒子轟擊在金屬與陶瓷表面進行改質,透過奈米微結構潤滑薄膜產生,具有降低摩擦係數、降低高分子材料/金屬之間的親和性,可達到生產不沾黏的功效,進而提高模具/工具使用壽命。 已實際應用於光學膜超精密刀具壽命提升、半導體零件生產不殘膠、鋰電池生產刀具再生循環、碳纖維模具與醫療矽膠射出模不需用離型劑,不僅解決既有生產技術瓶頸,並減少生產工具耗損成本,也符合新時代減碳ESG性質。 力精微國際網址 https://www.power-micro.com.tw/ 微粒子表面抗沾黏技術 轉載來源: 微粒子表面抗沾黏技術 有助降低生產成本 | 光電半導體 | 商情 | 經濟日報 (udn.com)
榮獲2016年國際扣件展高雄市精選特色產品
榮獲2016年國際扣件展高雄市精選特色產品 扣件展刊物。 ▲與高雄市長合影。 ▲高雄主題夜-力精微有限公司。 ▲高雄主題夜。 .imp{text-align: center;} p{margin-top:10px;}
熱門產品
鏡面噴射拋光機
1.乾式拋光快不需清洗 2.拋光均勻無刮痕 3.表面處理性能提升 4.零件拋光自動化
高鹼性電解離子水生成設備
◎適用想要降低切削液、清洗液成本的客戶 1. 生成PH13.2的鹼性電解離子水 2. 不會產生廢水 3. 更換易耗品也很簡單 4. 使用環境無害添加劑
Nanolub® AC-1000 AW/AF
專為增強發動機油的抗磨損和抗摩擦性能而配製